






PRODUCTS製品情報
-
 クリーン製造環境
クリーン製造環境
-
 オイル・フルイド
オイル・フルイド
- オイル・パーティクルカウンタ
-
オイル・パーティクル
カウンタ燃料・パーティクルカウンタ
オンライン
コンタミ監視システム - 液中金属粒子モニター
-
液中金属粒子モニター
-
 環境と健康
環境と健康
- 液中マクロパーティクルカウンタ
- PC5000/PC3400
 部品・車載デバイス
部品・車載デバイス
- 製品清浄度検査
- MicroQuick
- 異物・摩耗 受託分析
-
 モーションコントロール
モーションコントロール
ALL TAGS
- #ACM20(4)
- #ADAS(1)
- #AI(1)
- #APMON(16)
- #IoT(1)
- #ISO4406(8)
- #ISO11171(1)
- #ISO11943(2)
- #ISO14644(11)
- #ISO14698(1)
- #ISO16232(3)
- #ISO21018(1)
- #ISO等級(7)
- #JISB8673(1)
- #JISB9933(3)
- #LCM20(6)
- #LCM30(12)
- #MicroQuick(5)
- #MS200(1)
- #NAS1638(4)
- #NAS等級(4)
- #OilWear(9)
- #PartSens(21)
- #PC5000(10)
- #PC5000/3400(1)
- #PDR(1)
- #PDS.TM(12)
- #SCP(1)
- #SEIKA(4)
- #VDA19(4)
- #VDA19.1(3)
- #めっき(1)
- #イオナイザー(1)
- #インラインサンプリング(2)
- #エアパーティクルカウンタ(1)
- #エアフィルタ(1)
- #オイル(11)
- #オイルの洗浄度(4)
- #オイル寿命(1)
- #オイル測定(6)
- #オイル管理(2)
- #ギアボックス(1)
- #クリーンルーム(13)
- #クリーンルームクラス(1)
- #クリーン環境(1)
- #クリーン製造環境(5)
- #コスト低減(1)
- #コスト削減(2)
- #コラム(1)
- #コンサル(1)
- #コンサルティング(1)
- #コンタミ(1)
- #サンプリング(2)
- #データセンター(1)
- #トライボロジー(1)
- #ドライルーム(2)
- #ナノ材料(1)
- #バイオ医薬品(1)
- #バッテリー製造工程(1)
- #パーティクルカウンタ(11)
- #パーティクル管理(1)
- #フィルタ(1)
- #フィルトレーション(1)
- #フルイド(5)
- #フルイド測定(3)
- #プラントメンテナンス(1)
- #プロセス清浄度(1)
- #ボトルサンプリング(2)
- #メンテナンス(3)
- #リスクアセスメント(1)
- #リスクマネジメント(1)
- #ワニス・スラッジ(1)
- #事例(1)
- #人とくるまのテクノロジー展(1)
- #人の健康(1)
- #企業の信頼性(1)
- #信頼性低下(1)
- #傾斜角センサ(4)
- #光学部品(1)
- #分析(2)
- #加速度センサ(1)
- #医療機器(1)
- #医療機器・医薬品(1)
- #半導体(1)
- #半導体製造(2)
- #半導体製造工程(1)
- #受託分析(4)
- #品質管理(1)
- #堆積モニタ(1)
- #宇宙航空(1)
- #展示会(5)
- #工場排水(2)
- #微生物対策(1)
- #微生物汚染(2)
- #摩耗(1)
- #摩耗管理(1)
- #校正(1)
- #水処理(1)
- #水分混入(1)
- #汚染(1)
- #汚染制御(2)
- #汚染対策(1)
- #汚染管理(2)
- #洗浄工程(5)
- #洗浄液(1)
- #流動電流計(1)
- #浮遊微粒子(2)
- #液中粒子(1)
- #液体抽出(1)
- #液体汚染(1)
- #液体濾過(1)
- #液封入容量式(2)
- #清浄度検査(3)
- #測定方法(5)
- #潤滑(1)
- #潤滑油(3)
- #潤滑油管理(1)
- #潤滑管理(1)
- #燃料(4)
- #燃料電池(1)
- #状態監視(1)
- #環境問題(1)
- #環境改善(1)
- #環境汚染(1)
- #異物(4)
- #異物分析(1)
- #異物改善(4)
- #異物残渣(1)
- #異物測定(3)
- #異物監視(4)
- #異物監視機材(1)
- #空気清浄度(1)
- #空気清浄度クラス(1)
- #粒子堆積率(1)
- #粗大粒子(2)
- #純水(4)
- #素粒子(1)
- #給油(1)
- #膜スプリングマス容量式(1)
- #自動車(4)
- #自動車部品(3)
- #航空燃料(1)
- #船舶(1)
- #落下塵(3)
- #落下粒子(3)
- #表面清浄度(2)
- #製品品質管理(1)
- #規格動向(1)
- #設備保全(2)
- #設備延命(2)
- #設備管理(1)
- #診断(4)
- #車載コンポーネント(1)
- #軽油(1)
- #部品清浄度(5)
- #電子部品(1)
- #飲料水(1)
- #駆動系ユニット(1)
技術情報
2026.05.22
液中パーティクルは、めっき品質の“小さな大敵”
微小異物は析出不良の起点になります
めっき工程では、電流密度、浴温、pH、金属濃度、添加剤濃度などが重要な管理項目として扱われます。しかし、実際の不良解析では、めっき液中に浮遊する微細なパーティクルも見逃せない要因です。液中パーティクルがワーク表面に付着すると、その部分で電流分布や金属イオンの供給状態が局所的に乱れ、析出形態の異常を引き起こします。結果として、ざらつき、ノジュール、ピット、ボイド、密着不良などの外観・機能不良につながります。
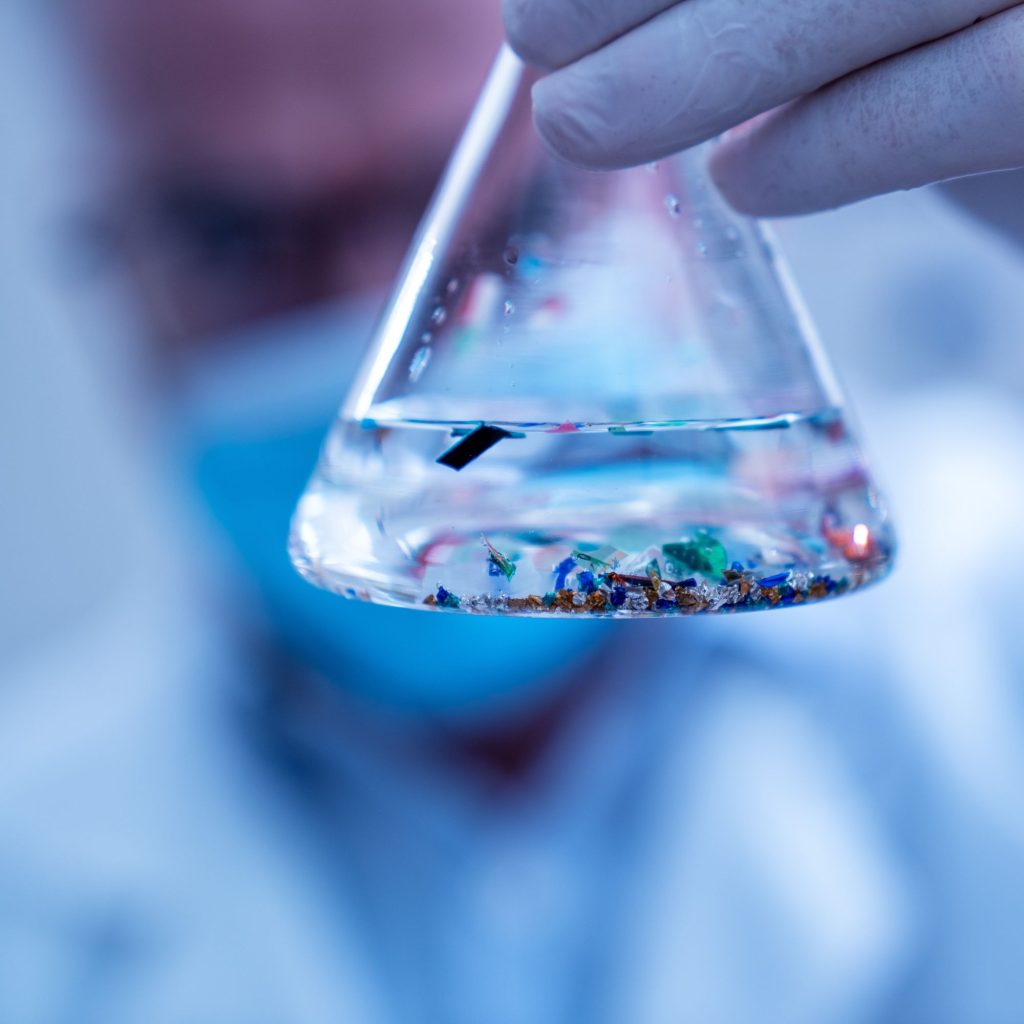
パーティクルの発生源は浴内外に存在します
液中パーティクルには、研磨粉、金属切粉、搬送中に混入する粉じん、未溶解の薬品、陽極スラッジ、陽極微粉、金属水酸化物、添加剤の分解生成物などがあります。また、前処理工程から持ち込まれる油分、脱脂剤残渣、スマット、酸化皮膜片なども、めっき浴中で異物として作用する場合があります。つまり、パーティクル管理はめっき浴単独の問題ではなく、前処理、治具、陽極、ろ過、作業環境を含めた工程全体の清浄度管理として考える必要があります。
ざらつき・ブツは局所的な異常析出で発生します
液中の固形粒子が被めっき物の表面に付着すると、その粒子を核として金属が優先的に析出し、突起状のノジュールが形成されることがあります。特に光沢めっきや装飾めっきでは、数十ミクロン以下の微小な突起でも外観不良として問題になります。また、粒子が皮膜内に取り込まれると、皮膜密度の低下や微小な欠陥部の形成につながり、耐食性や後工程での密着性にも影響する可能性があります。
ピットやボイドは濡れ性と異物の複合要因です
ピットは、一般的には水素ガスや空気泡が表面に残留し、その部分で金属析出が阻害されることで発生します。ただし、液中パーティクルや有機汚染も重要な要因です。粒子や油分が表面に付着すると、その部分の濡れ性が低下し、微小気泡が離脱しにくくなります。その結果、析出が局所的に阻害され、くぼみ状の欠陥として現れます。特に上向き面、止まり穴、凹部、治具接触部など、液の流れが停滞しやすい箇所では注意が必要です。
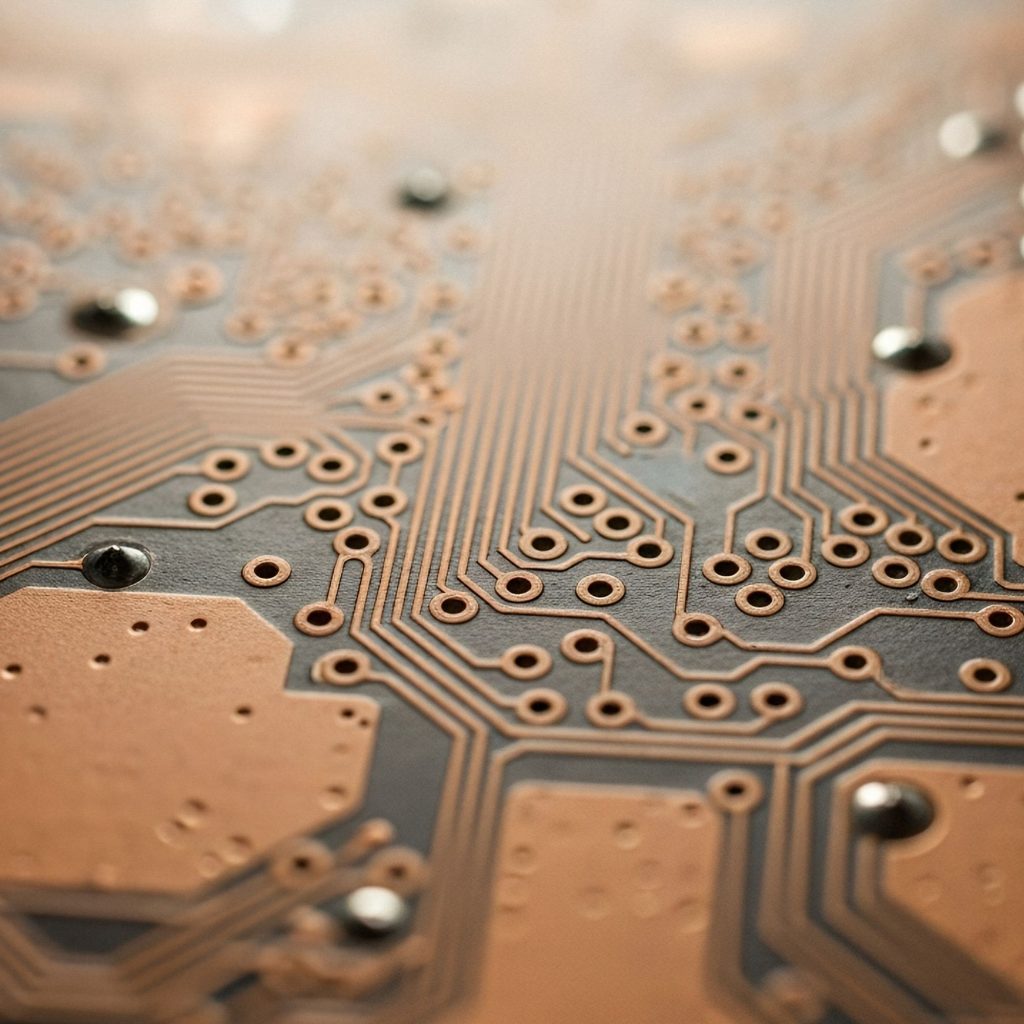
基板めっきではスルーホール信頼性にも影響します
プリント基板の銅めっきでは、ドリル加工由来の樹脂粉、ガラス繊維片、デスミア残渣、硬水成分、前処理液の持ち込みなどがパーティクル源になります。これらがスルーホール内壁に付着すると、銅析出の連続性が損なわれ、ボイドや薄付きの原因になります。外観上は小さな欠陥であっても、熱履歴や通電負荷によって導通不良に発展する可能性があるため、基板めっきでは液中清浄度の管理が特に重要です。
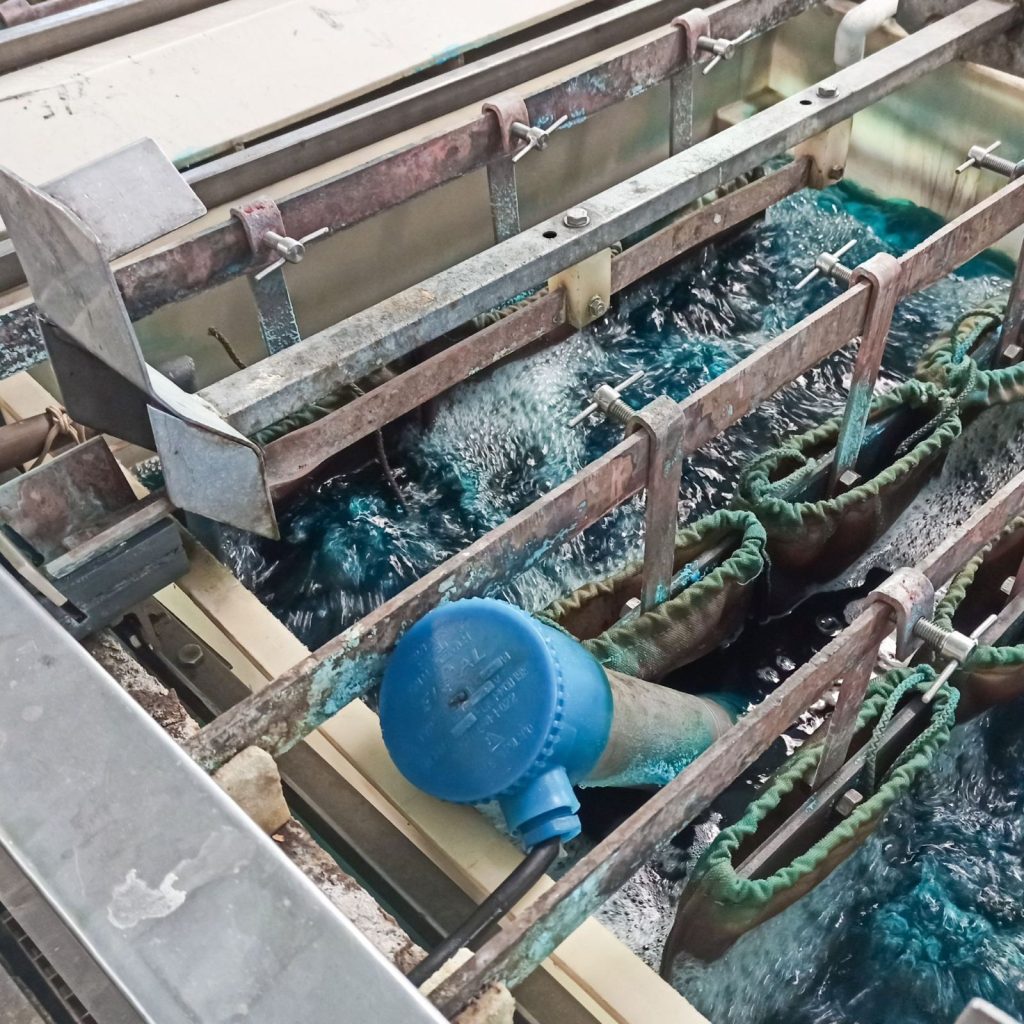
対策は発生源・侵入経路の管理と連続ろ過の両輪です
対策の第一歩は、パーティクルの発生源・侵入経路を特定し、浴内への混入を抑えることです。アノードバッグの破れや目詰まり、陽極スラッジの堆積、治具からの剥離片、劣化した配管やライニング、薬品投入時の未溶解物などを定期的に確認します。あわせて、めっき浴の連続ろ過を適切に行い、浴中に蓄積する微粒子を除去することが重要です。ろ過装置は、単に設置するだけではなく、循環量、ろ過精度、フィルター材質、差圧、交換周期を工程条件・汚染状態に合わせて管理する必要があります。
「ろ過している」状態と「ろ過が効いている」状態は異なります
フィルターを使用していても、流量不足、フィルターの目詰まり、シール不良によるバイパス、ろ材の選定不良があると、十分な効果は得られません。また、不必要に微細なパーティクルまで除去しようとして過度に細かいろ材を選ぶと、早期目詰まりや循環不良を招く場合もあります。要求品質、浴種、パーティクル発生量、液粘度、処理量を考慮し、現場条件に合ったろ過設計を行うことが大切です。
継続的な清浄度管理が不良解析を容易にします
液中パーティクルは、不良発生後に一時的に除去するだけでは十分ではありません。フィルター差圧、循環流量、浴分析値、アノードバッグの交換履歴、液更新履歴、前処理液の汚染状態などを継続的に記録することで、不良発生時の原因追跡や予防管理が容易になります。めっき品質の安定化には、浴組成の化学的管理だけでなく、液中清浄度という物理的な管理も欠かせません。微小なパーティクルを制御することは、外観品質、密着性、耐食性、歩留まりを高めるための重要な工程管理ポイントです。
インテクノスのコンサルティングでは、液体の清浄化・清浄度管理を通じた品質向上もお支えしております。お困り事や課題をお持ちの際は、お気軽にご相談頂ければ幸いです。
高木 篤 / コンサルティングTOPチーム ― TOBIRA ―




 LIQUID PARTICLEオイル・フルイド
LIQUID PARTICLEオイル・フルイド HUMAN-HEALTH環境と健康
HUMAN-HEALTH環境と健康 PARTS & DEVICES部品・車載デバイス
PARTS & DEVICES部品・車載デバイス MOTION CONTROLモーションコントロール
MOTION CONTROLモーションコントロール